 010-58202838
010-58202838

一种减速机中间轴热装对齿工艺的研究及应用
2021-05-20杨平 于明
(陕西法士特齿轮有限责任公司,陕西西安 710077)
摘 要:文章通过对一种减速机中间轴热装对齿技术进行研究,给出某款减速机高精度对齿中间轴装配解决方案。文章着重阐述了对齿装置的结构原理,给出了一种经济的新品开发用夹具的设计思路,为而后新产品开发中中间轴对齿的解决提供了技术支持。
关键词:减速机;中间轴;啮合角度;对齿装置
为了节能减排,近年来电动汽车得到了大力发展,减速机领域为了配合电动汽车电机转速的控制,研制出了某款电动汽车轮边减速机。此类减速机和传统变速器Z大的不同就在于其具有较高的转速。此类减速机具有双中间轴、斜齿结构,由于结构要求其整个轴系有精准的对齿角度及啮合角度,从而要求一级减速机构的两个中间轴总成轴齿和片齿之间有装配角度对齿要求,本文既是对这种结构装配工艺方法的研究和应用。
01 问题描述
该减速机一级减速机构为两级减速、双中间轴、斜齿结构,此结构要求整个轴系有严格的对齿角度,故两个中间轴总成轴齿和片齿有53.724°和36.276°装配对齿要求,装配高精度对齿为本文的难点。
02 工艺解决方案
为了解决这一问题,通过对传动原理及轴系几何结构进行分析,制定了热装配合专用定位装置配合的工艺方案进行装配作业,对左右中间轴的片齿轮进行加热,通过对轴和片齿轮结构尺寸进行分析,计算出过盈量,并按照公司经验库,给出热装温度,Z后设计了一款新型专门面向新产品开发的中间轴热装对齿装置,完成减速机的对齿装配作业。
本文设计了一款新型、面向新产品开发的中间轴热装对齿装置,本装置通过在底板上成固定角度的两个定位块对中间轴轴齿轮和片齿轮的角度进行控制,采用弹性球头进行对齿,利用定位块的位置及球头的高度差对零件进行径向、周向及轴向三个方向的定位,对齿精度由工装本身的制造精度保证;通过设计两种不同对齿角度的工装分别实现装配对齿。利用简单的两套对齿装置解决了复杂的对齿装配问题并保证较高的精度要求,缩短了新产品开发装配装置开发周期,降低了开发费用,成功完了新品开发的对齿要求。
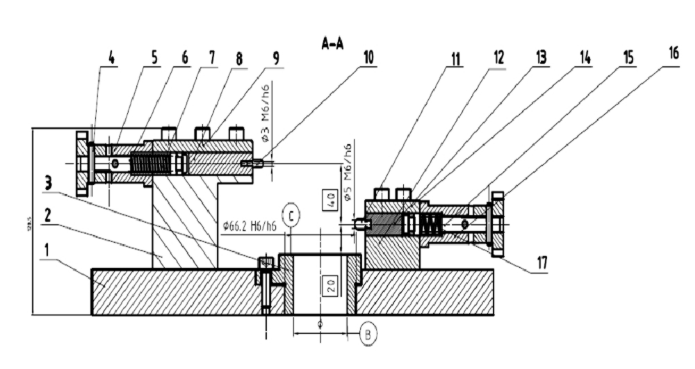
图1
本文根据轴齿及片齿的齿部参数计算出轴齿对齿规及片齿对齿规的对齿球头直径。根据轴承和片齿的分度圆直径、轴向尺寸和产品角度要求确定两个定位座的精确位置和球头相对于底面的高度。通过夹具本身的精度来保证中间轴轴齿和片齿的对齿角度要求,两个中间轴的对齿角度分别为53.724°和 36.276°,本文设计了两套专用夹具来实现。主要解决了以下问题:
(1)中间轴热装有角度对齿,对齿精度要求高技术手段:根据对齿轮的分析,采用弹性球头进行对齿;利用定位块的位置及球头的高度差对零件进行径向、周向及轴向三个方向的精确定位,对齿精度由工装本身的制造精度进行保证;通过设计两种不同对齿角度的工装分别实现装配对齿,达到高精度角度对齿的要求,专用工装设计及装配完成后打码避免了错漏装风险,并达到防错的效果。
(2)开发周期短,降低新品开发成本:本工装结构结构比较简单,制造周期较短,缩短了由于工装夹具制造造成的产品开发周期,在能达到对齿精度要求的情况下,降低制作成本,为以后类似角度对齿装配提供了设计思路。本项目设计的要点:
(1)根据轴齿和片齿的齿部参数计算出能够夹在分度圆,并且两边都靠紧的顶尖球头尺寸。
(2)利用定位块的位置及球头的高度差对零件进行径向、周向及轴向三个方向的精确定位。
(3)手柄采用弹性浮动结构,保证球头柔性对齿。
(4)利用简单的两套对齿装置解决了复杂的对齿装配问题并保证较高的精度要求,缩短了新产品开发装配装置开发周期,降低了开发费用,成功完了新品开发的对齿要求。
03 总结
本文通过对总装结构图及分装图纸结构进行分析,可知该减速机的结构特征,此结构要求整个轴系有严格的对齿角度,故两个中间轴总成轴齿和片齿有 53.724°和 36.276°装配对齿要求,为了满足设计要求,本文通过热装工艺并设计了一种专用的对齿工装顺利完了左右中间轴的角度装配作业?缩短了新产品开发装配装置开发周期,降低了开发费用, 成功完了新品开发齿要求。现场应用效率良好,给产品批量自动化提供了技术支持,并对后期类似角度对齿装配作业提供技术储备。
来源:《汽车实用技术》2019年第17期