 010-58202838
010-58202838

轴承知识
薄壁工件加工易变形,这套辅助工装可有效解决,实用!
2020-11-02张强
(宜宾普什联动科技有限公司)
薄壁工件因其壁薄,在车削加工过程中存在容易变形、工件尺寸及表面粗糙度质量差等技术问题。根据薄壁环形件的产品特点,结合车床工作性能,给出了工艺路线和加工方案,设计出了一套适合车床加工薄壁环形件的辅助工装,解决了车床在加工薄壁件过程中的装夹变形问题,在实际生产过程中有较大的指导意义。
1. 零件工艺分析
(1)工件基本情况。我公司加工的某型号柴油机止推轴承挡板为薄壁环形件,材料为ZCuSn10Pb1,铸造铜合金,硬度高、耐磨性极好,不易产生咬死现象,有良好的耐腐蚀性。零件壁厚为5.9mm,贴合面的平面度为0.03mm,其形状及尺寸如图1所示。
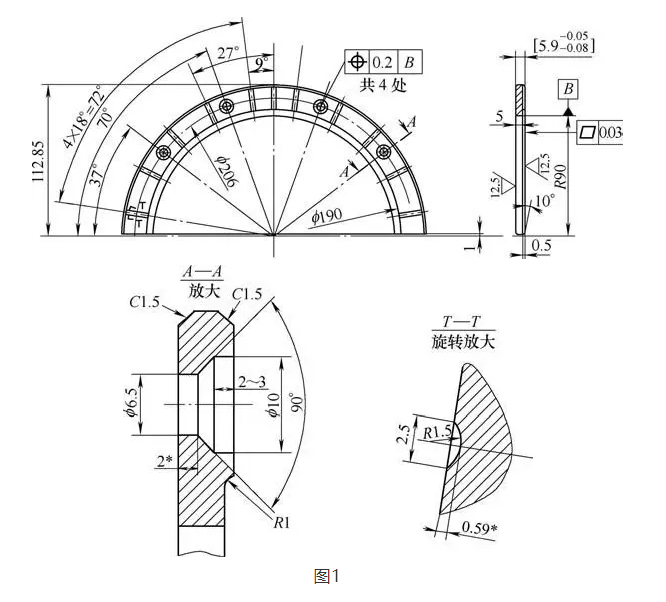
(2)主要加工难点分析。从图1可以看出,平面度0.03mm是该工件Z主要的加工难点,该工件壁厚只有5.9mm,刚性极差,极易发生装夹变形。为保证该工件的平面度,加工工艺路线的安排和工艺装夹方式的确定成为该工件是否合格的关键。
2. 加工工艺过程设计
通过对工件结构及其加工难点的分析,制定出以下加工工艺路线:来料(环形饼状)→粗精车内孔→平端面→使用辅助工装粗精车外圆→ 精车总厚5.9-0.05-0.08mm→立式加工中心钻A—A螺纹过孔→铣T—T油槽→铣半圆弧→倒角10°深0.5mm。
3. 辅助工装设计
为保证总厚度5.9-0.05-0.08mm尺寸,且工件支撑面具有足够的刚性,决定采用扇形辅助工装进行端面切削加工,这样可以增大零件的接触面积,避免因为接触面积过小造成的工件装夹和应力变形,提高产品质量和加工效率。
工装的设计:本辅助工装包括3个单独的扇形块,通过紧固螺钉将3个扇形辅助块固定在车床的软爪上,再将需要加工的薄壁环形件通过内撑或外夹的方式,固定在扇形辅助装置上,用以增大零件的接触面积,保证零件的加工精度,Z终解决薄壁环形件加工精度不稳定的问题,如图2、图3所示。
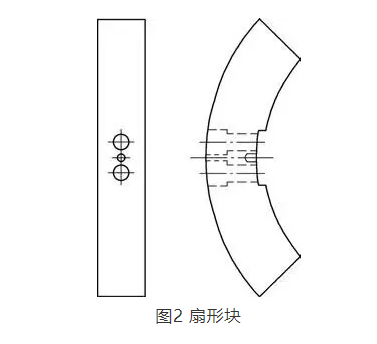
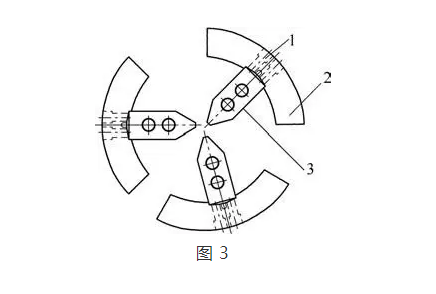
1.沉头孔和定位销孔;2.扇形块;3.车床软爪
4. 结语
通过以上辅助工装,加工后的零件厚度尺寸和平面度均在公差范围内,完全符合设计要求,一次交验合格率达到了100%,有效地解决了薄壁零件在车床上加工难的问题。为同类零件的加工提供了有效的工艺借鉴手段,在实际生产过程中有较大的指导意义。该辅助工装简单、实用,已申请实用新型专利。
来源:《金属加工(冷加工)》2017年第5期